

Case Study: Predicting Grinding Spindle Motor Failure with Real‑Time Condition Monitoring
A leading auto ancillary manufacturer reduced unplanned downtime and increased machine utilisation by using real‑time sensor data to predict and prevent grinding spindle motor failures.

The client needed a way to continuously monitor spindle motor health, detect early warning signs, and plan maintenance proactively.
Challenge
A leading automotive ancillaries manufacturer supplying precision ball bearings relied on high‑frequency grinding spindle motors for critical finishing operations. Frequent, unexpected spindle motor failures caused significant machine downtime, disrupted production schedules, and reduced overall machine utilisation.
Manufacturing Context
Frequent breakdowns of high‑frequency grinding spindle motors led to sudden stoppages on key grinding machines.
Each breakdown resulted in substantial production loss, delayed deliveries, and higher maintenance costs.
Maintenance was largely reactive; without real‑time visibility into motor health, failures were detected only after they occurred, not in advance.
The maintenance and engineering team faced three major pain points:
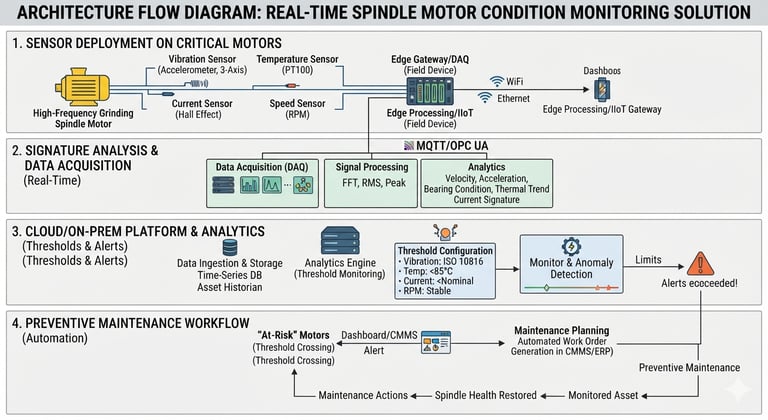

To address this, a real‑time condition monitoring solution was implemented specifically for the high‑frequency grinding spindle motors:
Real‑Time Monitoring Solution
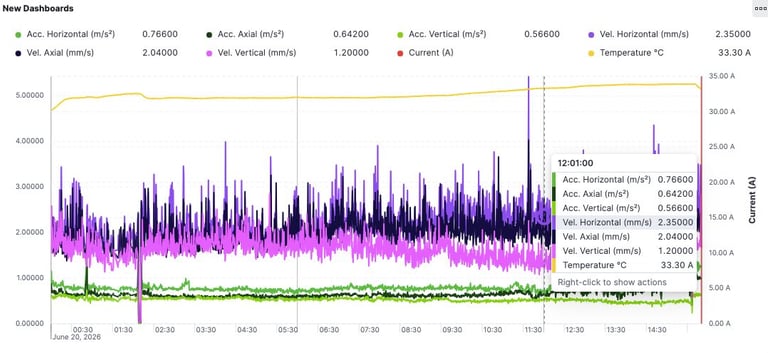
Sensor deployment on critical motors: Vibration, temperature, and current sensors were installed on the spindle motors to capture key health parameters continuously.
Real‑time monitoring of parameters of the high‑frequency grinding spindle motors enabled the engineering team to become proactive and predict motor failures in advance.
These sensors enabled signature analysis of parameters like velocity, acceleration, temperature, and current, thereby providing the real‑time condition of the motors.
This turned the spindle motors into continuously monitored assets rather than “black boxes” that failed without warning.
With this solution, the engineering team was able to shortlist motors that were showing signs of potential failure. Vibration, temperature, and current sensors were deployed on the motors.
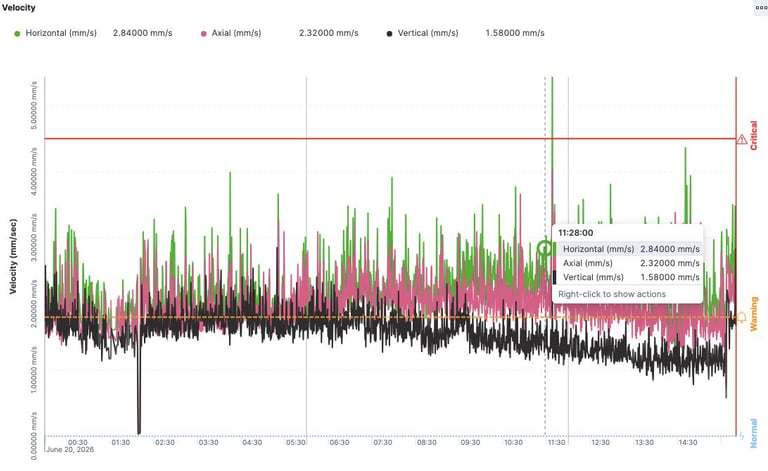
Motors that went beyond threshold limits across all four parameters were shortlisted and taken up for preventive maintenance before failure.v

With real‑time condition monitoring in place, the engineering team shifted from reactive to proactive maintenance:
Results and Impact
Potentially failing motors were serviced in advance, significantly reducing the frequency of unexpected breakdowns.
They gained a data‑driven, real‑time method to identify motors showing early signs of failure.
Machine utilisation improved because grinding machines remained available and stable for longer periods.
The plant achieved higher production output from the same set of machines and manpower, simply by preventing avoidable downtime.